
Nazarov Method (1955)


Cold Welding of Cast Iron with Electrode Bundles of Flux Coated Steel and Copper Wire
"Day of the Soviet Innovator" on 26 January 1955 at MTS in Nauen (German Democratic Republic)
On 25 January 1955, the colleagues of the special workshop of the Machine and Tractor Station (MTS) Nauen celebrated the "Day of the Soviet innovator".
On this day, welders from the Experimental and Training
Welding Workshop (Schweißtechnische
Versuchs- und Lehrwerkstatt ) in Berlin-Adlershof demonstrated the method of the Soviet innovator Nazarov to colleagues in Nauen in the German Democratic Republic and those of other MTS
Workshops, who had been invited.

On 26 January 1955, the "Day of the Soviet innovator", welders from the Experimental and Training Welding Workshop in Berlin-Adlershof demonstrated the Nazarov method to colleagues from MTS in Nauen
© Bundesarchiv, Bild 183-28593-0001, Krueger , CC-BY-SA 3.0
The Nazarov method for arc welding of cast iron is a cold welding procedure for grey cast iron parts using electrode bundles consisting of a thickly flux-coated stick electrode and two copper wires. The dissemination and exploitation of this method was intended to save material costs and reduce the downtimes of machines in need of repair.
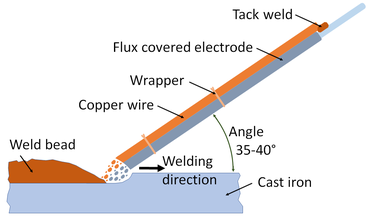
The Nazarov method for arc welding of cast iron with an electrode bundle consisting of a thickly flux-coated stick electrode and copper wire according to H. Thömke
© AluStir
In November 1955, the engineer H. Thömke from Leipzig reported on the "cold welding of cast iron according to the Nasarov method", and his report is reproduced here in excerpts as a suggestion
for scientific investigation and further development:[1][2]
Cold welding of cast iron using the Nazarov method: A practical report of 1955
When welding grey cast iron, the uneven heating in the workpiece generates thermal stresses that often lead to new cracks in the workpiece. These then usually occur next to the weld seam. In addition, carburisation takes place when welding grey cast iron due to its high carbon content. This makes the weld seam extremely hard, especially in the transition zones. As a result, the welded joint can no longer be machined with cutting tools. After welding, these areas cannot be machined either with a file or a chisel.
Although very good results were achieved with hot welding of grey cast iron in the post-war period, this process is very complicated and sometimes requires large heating furnaces in which the workpiece must be slowly preheated to 600 to 800°C and then slowly cooled in the furnace again after welding. In addition, the workpiece can be significantly deformed by this heat treatment. This is particularly true for its dimensions, bores, interdependent surfaces and the like.
In 1955, the opinion was expressed in science and practice that a grey cast iron workpiece must be preheated to at least 400 to 800°C before welding and that the hot welding process must therefore be used. With his method, however, Nazarov proved that cold welding of grey cast iron parts is quite possible and particularly suitable for repair welding.

On 26 January 1955, colleagues from various MTS workshops in the Nauen district observed with interest how master welder Ortmann from the Experimental and Training Welding Workshop Berlin-Adlershof welded cast iron using the Nasarow method
© Bundesarchiv, Bild 183-28593-0004, Krueger , CC-BY-SA 3.0
A KbXs of 3 to 4 mm diameter is used as steel electrodes and two copper wires are added so that the copper content is about 55%.

Electrode bundle according to H. Thömke
© AluStir
Welding is carried out with a flux (molten borax) at increased current and reversed polarity. The steel and copper electrodes are wrapped with a thin copper or iron wire to form bundles. The end of the electrode bundle facing the electrode holder is electrically attached to any electrode by one tack weld. This results in a reliable contact between steel and copper electrodes.
These bundle electrodes are then immersed in a solution of water glass (sodium silicate) and chalk and hung to dry. When preparing this solution, care must be taken to ensure that the chalk is ground as finely as possible and brought to an ointment-like consistency by adding water. Borax is usually used as welding powder, which is melted to a glassy mass in a steel box made from 1 mm thick steel sheets. This liquid mass is poured onto a clean steel plate, where it is allowed to solidify and cool down. The borax is then crushed in a mortar up to a grain size of 1.5 mm. Larger grains are sieved out and crushed further. The flux prepared in this way is applied to the surface to be welded to a thickness of about 2 to 4 mm, before the welding begins.
The welding technique with the bundled electrode differs only slightly from that with steel electrodes. Care must be taken to ensure that the copper electrode is positioned before the steel electrode. The best results are achieved with an angle between the electrode bundle and the workpiece of 35 to 45°.
The weld beads are placed on steel in the same way as for deposition welding, with moderate transverse movements of the bundle.
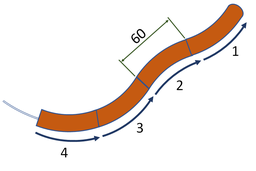
The electrode bundle must be manually moved in an arc shape (similar to a spiral). The larger arcs shown in the picture should be about two to three times the bundle diameter.

Spiral movement of the electrode bundle during welding according to H. Thömke
© AluStir
The spiral movements distribute the heat over a larger area and result in a better alloying of the cast iron with the copper. De; The base material itself may only be melted to a small extent.
Therefore it is wrong to keep the electrode bundle in one place for a long time. On the other hand, if the electrode bundle is moved away too quickly, the metal to be welded on will only bond
poorly with the base material, because there may be spots in the base material which have not been sufficiently melted.
The welder must therefore never be tempted to wait for the casting to cool down to hand heat after each welding section, even when carrying out urgent jobs. To achieve a good weld it is necessary
not to melt the base material too deeply and to cover the whole weld with copper. For this purpose, the copper is firmly fused with the base material. Violations of this rule very often ruin all
efforts to achieve a perfect weld.
When welding workpieces that work under pressure, one should work with an excess of borax. Acid-resistant cast iron with about 10 percent silicon cannot be welded using the Nasarov method.
because silicon promotes graphite formation. When cold welding according to the Nazarov method with very short heating of the welding point, the graphite evaporates and thus the porous welding
points are formed. Such castings with a silicon content of more than 5% can only be welded with hot welding under red heat. The weld is then so deep and thin that the gases that form have enough
time to escape and the formation of pores is avoided.
However, even cracks in workpieces with a wall thickness of 2 mm can be welded with the combined electrode bundle. Of course, the welding process must be carried out all the more carefully when
welding thin walls. It is best to use bundles of electrodes with a diameter of up to 3 mm for this purpose.
For wall thicknesses up to 3 mm, cracks are welded without preparing the edges. In this case, the welder guides the electrode bundle away from himself. The weld seam length is 50 to 70 mm. In
order to prevent the material from melting through, which less experienced welders occasionally do, it is recommended to use a copper backing.
Furthermore, cracks in wall thicknesses of 3 to 5 mm can also be welded without pretreatment if two-sided welding is possible. However, it is absolutely necessary to let the workpiece cool down
after welding a section. Only after cooling down can the next section be welded.
Cracks are best welded from the inner sections towards the outer edge. The welding bead should cover the end of the crack by about 15 to 20 mm in the first section of the seam.
Branched cracks are welded by first welding the shorter branches and then turning towards the main crack. In thick-walled workpieces, crack welding usually requires several layers. The quality of
the weld depends on the preparation of the seam. If the material is 5 to 30 mm thick, the end of the crack must be drilled with a drill whose diameter is two thirds of the material
thickness.
For material thicknesses above 30 mm, the end of the crack must be chiselled out. The chamfer angle of the V-shaped joint for the weld shall not exceed 50 to 60°. It is best to use a grinding
wheel for preparation. Straight sections of cracks can be chamfered by milling during preparation.
The joint is seam
welded in two, three or more layers. The normal height of the welding beads is about 4 mm for each layer.
When laying the bead, the welder guides the electrode bundle away from himself. The length of the weld seam sections is 50 to 60 mm.
Weld sequence of laying the bead when the welder moves the electrode bundle away from himself
© AluStir
The welded-on material can be machined without pretreatment by grinding or by milling with carbide-tipped tools. Brackets, pins, etc. can also be welded onto the workpieces in addition to repairing cracks. Cladding (i.e. overlay welding) is also possible.
H. Thömke predicted that the application of the Nasarov cold welding method in the field of repair welding could save the
economy of the German Democratic Republic large sums of money every year, because broken and worn grey cast iron workpieces, and even small casting defects could be restored by this
welding method. However, the foundry industry must not draw the conclusion that welding technology can eliminate all grey cast iron defects and that generating casting defects should no longer be
avoided.
The cold welding method should rather be regarded as a repair method and should be used mainly by repair shops. Of course, the material question also plays a not insignificant role, as copper was
in short supply in the GDR. But often the advantage of repairing castings will be greater than that of saving non-ferrous metals and for this reason the Nazarov method will be used as a repair
method for cast iron machine parts.
References
- H. Thömke: Kaltschweißen von Gußeisen nach der Nasarow-Methode. Agrartechnik, Volume
5, Issue Nr. 11, November 1955, p. 458-459.
- Armenak Gevorkovic Nazarov: Das Kaltschweißen von Grauguß mit kombinierten Elektrodenbündeln. Fachbuchverlag, Leipzig, 1953.