
Optimierung von Qualität, Kosten und Nachhaltigkeit beim Rührreibschweißen nach ISO, AWS und ASME
Fachtagung Rührreibschweißen, SLV Berlin-Brandenburg, 28.-29. Mai 2024


Ausstellungstische von Stirweld und AluStir bei der Fachtagung Rührreibschweißen in der SLV Berlin-Brandenburg
© AluStir
Qualität, Kosten und Nachhaltigkeit beim FSW
Vortrag von Stephan Kallee, stephan.kallee@alustir.com, Tel. +49 6024 6360123, Mobil: +49 1520 7788943 bei der Fachtagung Rührreibschweißen, SLV Berlin-Brandenburg, 28.-29. Mai 2024
FSW-Werkzeuge
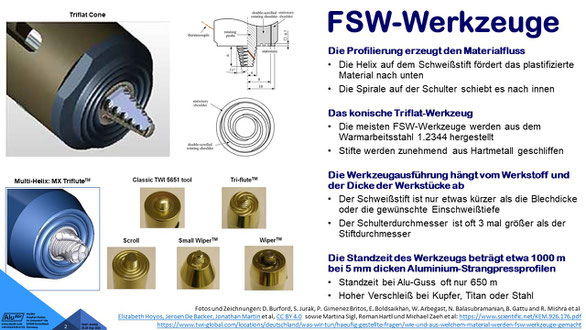
Die Profilierung erzeugt den Materialfluss
- Die Helix auf dem Schweißstift fördert das plastifizierte Material nach unten
- Die Spirale auf der Schulter schiebt es nach innen
Das konische Triflat-Werkzeug
- Die meisten FSW-Werkzeuge werden aus dem Warmarbeitsstahl 1.2344 hergestellt
- Stifte werden zunehmend aus Hartmetall geschliffen
Die Werkzeugausführung hängt vom Werkstoff und der Dicke der Werkstücke ab
- Der Schweißstift ist nur etwas kürzer als die Blechdicke oder die gewünschte Einschweißtiefe
- Der Schulterdurchmesser ist oft 3 mal größer als der Stiftdurchmesser
Die Standzeit des Werkzeugs beträgt etwa 1000 m bei 5 mm dicken Aluminium-Strangpressprofilen
- Standzeit bei Alu-Guss oft nur 650 m
- Hoher Verschleiß bei Kupfer, Titan oder Stahl
Fotos und Zeichnungen
- D. Burford, S. Jurak, P. Gimenez Britos, E. Boldsaikhan, W. Arbegast, N. Balasubramanian, B. Gattu and R. Mishra et al
- Elizabeth Hoyos, Jeroen De Backer, Jonathan Martin et al, CC BY 4.0
- Martina Sigl, Roman Hartl und Michael Zaeh et al
- TWI: Häufig gestellte Fragen - Wie und aus welchem Material werden FSW-Werkzeuge gemacht?
- TWI: Recent Developments in FSW of Thick Section Aluminium Alloys, March 2007
Stoßgestaltung
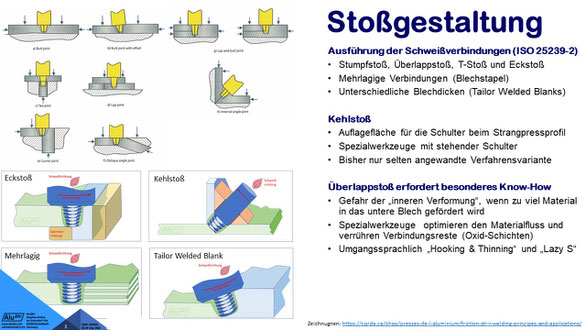
Ausführung der Schweißverbindungen (ISO 25239-2)
- Stumpfstoß, Überlappstoß, T-Stoß und Eckstoß
- Mehrlagige Verbindungen (Blechstapel)
- Unterschiedliche Blechdicken (Tailor Welded Blanks)
Kehlstoß
- Auflagefläche für die Schulter beim Strangpressprofil
- Spezialwerkzeuge mit stehender Schulter
- Bisher nur selten angewandte Verfahrensvariante
Überlappstoß erfordert besonderes Know-How
- Gefahr der „inneren Verformung“, wenn zu viel Material in das untere Blech gefördert wird
- Spezialwerkzeuge optimieren den Materialfluss und verrühren Verbindungsreste (Oxid-Schichten)
- Umgangssprachlich „Hooking & Thinning“ und „Lazy S“
Zeichnungen
CQRDA: Friction Stir Welding Principes and Applications
Stehende Schulter

Kehlnaht-Schweißen mit stationärer Schulter im Oasis-Projekt, 1:09 min
© TWI Ltd, 18. Mai 2020

Eigenschaften des Rührreibschweißens mit stehender Schlter (SS-FSW)
- Förderschnecke zwischen Pin und Schulter
- Materialauslass-Bohrung unterhalb der Spindel-Lager
- Flache Schulter oder für Kehlnähte keilförmige Schulter
Hauptvorteile
- Sehr schön aussehende, Wulst-freie Nahtoberfläche
- Geringe Kräfte, sehr gut für das Roboterschweißen
- Einzigartig gut für Kehlnähte geeignet
Forschungs- und Entwicklungsbedarf
- Vergleichsweise langsame Schweißgeschwindigkeiten
- Verklemmen von Material zwischen Stift und Schulter
- Hohlräume durch Materialverlust
Kühlkanäle
- CoreFlow™ – Materialbearbeitung unter der Oberfläche
- Friction Stir Channeling
- Extrudieren von Drähten
Weblinks
- TWI’s Corner Stationery Shoulder FSW - OASIS Project
- John A. Baumann: Production of Energy Efficient Preform Structures, 2012
Spannvorrichtungen
Abdichten eines Elektronikgehäuses durch Rührreibschweißen (FSW), 1:07 min
© Stirtec, 7. November 2022

Beim Spannen ist eine feste Unterlage erforderlich
- Teile dürfen durch das FSW-Werkzeug nicht auseinandergedrückt oder nach oben gehoben werden
- Verformung der heißen Werkstücke vermeiden
Fortschrittliches und automatisches Spannen
- Die Vorrichtungen eventuell beim Schweißen öffnen
- Für Bleche sind Vakuumspannvorrichtungen ideal
Heftschweißen und lokales Spannen
- Für Kleinserienfertigung ist Heftschweißen vorteilhaft
- Oft wird eine gefederte Anpressrolle eingesetzt
Bobbin-Tool, Punkt- und Steppnahtschweißen
- FSW-Werkzeuge mit Stift zwischen zwei Schultern
- Beim Punktschweißen nimmt die Zange alle Kräfte auf
- Steppnahtschweißen mit MPAs proprietärer Zange
Weblinks
Werkstoffe

- Spezialwerkzeuge aus kubischem Bornitrid
- Bisher nur sehr wenige industrielle Anwendungen
- Auflagefläche für die Schulter beim Strangpressprofil
- Spezialwerkzeuge mit stehender Schulter
- Bis 50 mm Wandstärke für Atommüllbehälter
- Temperatur-Regelung erforderlich (kleines Fenster)
- Wie bei der Stichsäge: Hoch und runter statt Drehen
- Der Schmelzpunkt wird überschritten
- Werkzeug läuft im weichen Material kratzt am härteren
- Dickenunterschied, damit die Schulter geschmiert wird
Phasen des FSW
Thermo-Managagement: Wasser/Glykol durchströmte Kühlplatten, die mit dem Rührreibschweißen hergestellt werden
© Stirweld, 29. September 2021
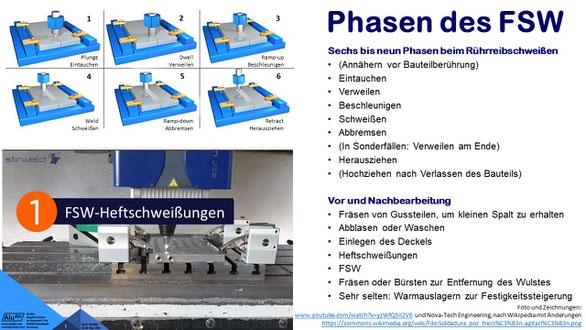
Sechs bis neun Phasen beim Rührreibschweißen
- (Annähern vor Bauteilberührung)
- Eintauchen
- Verweilen
- Beschleunigen
- Schweißen
- Abbremsen
- (In Sonderfällen: Verweilen am Ende)
- Herausziehen
- (Hochziehen nach Verlassen des Bauteils)
Vor und Nachbearbeitung
- Fräsen von Gussteilen, um kleinen Spalt zu erhalten
- Abblasen oder Waschen
- Einlegen des Deckels
- Heftschweißungen
- FSW
- Fräsen oder Bürsten zur Entfernung des Wulstes
- Sehr selten: Warmauslagern zur Festigkeitssteigerung
Foto und Zeichnungen
- Nova-Tech Engineering, nach Wikipedia mit Änderungen
- Stirweld: Thermal management: liquid cold plates welded by FSW - Friction Stir Welding
Kopfwechsler
Automatischer FSW-Kopfwechsler für CNC für die Kombination von Fräsen und Schweißen
© Stirweld, 20. November 2023

Stirwelds Kraftentkoppelter FSW-Kopf
- Kostengünstige Aufrüstung einer CNC-Fräsmaschine zur kraftgeregelten FSW-Maschine
- Mechanische Kraftregelung zum Ausgleich von Höhentoleranzen und Wärmeausdehnung
- Schutz des Spindellagers der CNC-Fräsmaschine vor den hohen Anpresskräften und Vibrationen
- Messung der Anpresskraft für die Qualitätssicherung
- Kühlung der Spindel durch Kühlwasser und Druckluft
- Optional: Temperaturmessung im FSW-Werkzeug
- Kostengünstig im Vergleich zu einer Spezialmaschine
Automatischer Kopfwechsler von Stirweld
- Wenn die CNC-Fräsmaschine einen automatischen Werkzeugwechsler hat, besteht Zugriff auf alle Fräser
- Der Kopf wird auf einem nachgiebig gelagerten Ständer auf dem Tisch abgestellt
- Für CNC-Fräsen ohne Werkzeugwechsler gibt es ein Milling-Add-On, zum Bürsten o. Fräsen nach dem FSW
Weblinks
- Automatischer FSW-Kopfwechsler für CNC für die Kombination von Fräsen und Schweißen (YouTube-Video)
- Stirweld FSW-Kopfwechsler auf AluStir-Website
Regelgrößen

Was ist die Regelgröße?
- Weg
- Kraft
- Temperatur
- Drehmoment
- und deren erste und zweite Ableitung (Geschwindigkeit)
- …oder eine Kombination dieser Regelgrößen
Welche Regelgrößen werden gemessen?
- Drehzahl
- Schweißgeschwindigkeit
- Anpresskraft (z-Kraft)
- Optional: Vorschubkraft (meist x-Kraft
- Optional: Seitliche Kraft (meist y-Kraft)
- Optional: Drehmoment und/oder Motorstrom
- Optional: Temperatur im FSW-Werkzeug
- Optional: Einstechwinkel
Foto
- Roquecorona, CC BY-SA 4.0
Portal, CNC-Maschine oder Roboterzelle

Komplettlösungen
- Planung, Spezifikation
- Schlüsselfertige An-lagen, Inbetriebnahme
- Schulung, Ramp-Up
FSW-Systemintegration
- Aufrüstung von beste-henden CNC-Maschinen
- Neue, gebrauchte und parallelimportierte Roboter
Spezialanwendungen
- FSW von Stahl
- Einziehbarer Stift
- Schweißgeschwindigkeit >3 m/min
Fotos
Kostenrechnung

Umfang unten = 2 π r = π d
= 3.14 ⋅ 100 mm
= 314 mm
Umfang oben = 2 π r = π d
= 3.14 ⋅ 200 mm
= 628 mm
Länge = U unten+ U oben + 2 ⋅ ⁓29 mm = 1 m
Schweißgeschwindigkeit = 1 m/min
Schweißzeit = Länge/Geschwindigkeit = 1 m / 1 m/min = 1 min
Zykluszeit = t Schweißen+ 2 ⋅ t Eintauchen + t Spannen
Zykluszeit = 60 s + 2 ⋅ 3 s + 24 s
Zykluszeit = 90 s
Foto
Kostenrechnung

Stückzahl = 1 Bauteil/(90 sec) ⋅ 3600 sec/h ⋅ 14 h/d ⋅ 230 d/y
Stückzahl2026 = (3600 ⋅ 14 ⋅ 230) / 90 Bauteile/Jahr
Stückzahl2026 = 128.800 Bauteile/Jahr
Investition= 174,830 € / 351.000 Bauteile in 5 Jahren
Investition = 0,50 € / Bauteil
Investition = 0,50 €/Bauteil / 1,0 m/Bauteil = 0.50 €/m
Werkzeugverschleiß = 370 € / 1000 m = 0,37 €/m
FSW−Kosten = 0,50 €/m + 0,37 €/m x 1m/Bauteil = 0,87 € / Bauteil
Parameter

Ermittlung des Parameterfensters
- Viel zu kalt (Hohlraum, Abscheren des Stifts)
- Zu kalt (unzureichender Materialfluss in Metallographie)
- Richtig (hohe Zugfestigkeit)
- Zu heiß (Bruchversagen in der Wärmeeinflusszone)
- Viel zu heiß (Oberfläche durchdringender Hohlraum)
Die zulässigen Abweichungen bei den essentiellen Variablen nach AWS D17.3, Tabelle 6.5
- "Essential Variable Ranges"
- Andernfalls benötigt man eine neue WPS
Quellen
- TWI Ltd
- Stirweld
- www.fsw-tech.eu
- AluStir
- aiCAMstir
- www.alustir.com/english/fsw-aws-d17-3/
Essentielle Variablen

FSW spezifische Aspekte von ASME IX
- Qualifikation der Bediener von Schweißeinrichtungen
- Qualifikation der Schweißanweisung (WPS)
- Essentielle und nicht-essentielle Variablen
- Dokumentation, Qualitätsmanagement und Inspektion
ASME Head-quarters in der Park Avenue, New York
- Die 2021er Version von ASME IX enthält in "Tabelle QW-267" fünfzehn "Wesentliche Variablen" in den "Schweißvariablen Verfahrensspezifikationen" für das Rührreibschweißen (Seite 65)
Weitere Informationen auf Englisch
ISO 25239 Schulung
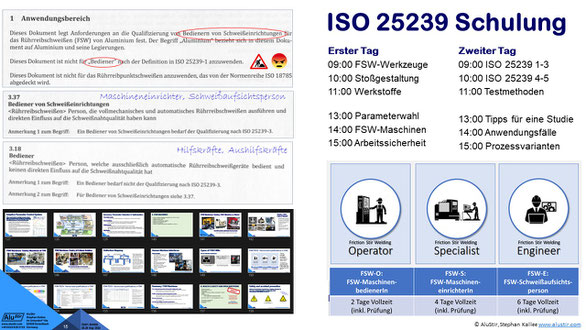
Erster Tag
09:00 FSW-Werkzeuge
10:00 Stoßgestaltung
11:00 Werkstoffe
13:00 Parameterwahl
14:00 FSW-Maschinen
15:00 Arbeitssicherheit
Zweiter Tag
09:00 ISO 25239 1-3
10:00 ISO 25239 4-5
11:00 Testmethoden
13:00 Tipps für eine Studie
14:00 Anwendungsfälle
15:00 Prozessvarianten
aiCAMstir-Flussdiagramm: Qualität
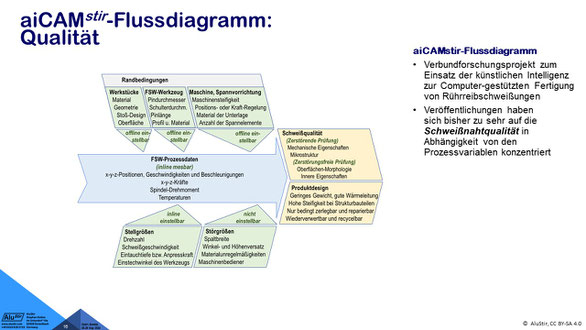
aiCAMstir-Flussdiagramm
- Verbundforschungsprojekt zum Einsatz der künstlichen Intelligenz zur Computer-gestützten Fertigung von Rührreibschweißungen
- Veröffentlichungen haben sich bisher zu sehr auf die Schweißnahtqualität in Abhängigkeit von den Prozessvariablen konzentriert
aiCAMstir-Flussdiagramm: Qualität und Kosten
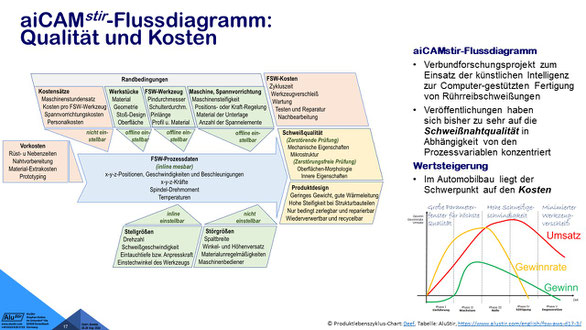
Wertsteigerung
- Im Automobilbau liegt der Schwerpunkt auf den Kosten
aiCAMstir- und CyberJoin-Flussdiagramm: Qualität, Kosten und Nachhaltigkeit
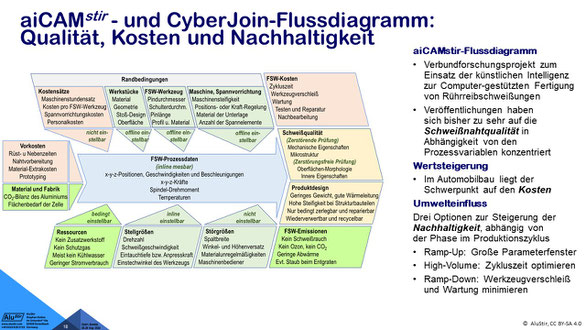
Umwelteinfluss
Drei Optionen zur Steigerung der Nachhaltigkeit, abhängig von der Phase im Produktionszyklus:
- Ramp-Up: Große Parameterfenster
- High-Volume: Zykluszeit optimieren
- Ramp-Down: Werkzeugverschleiß und Wartung minimieren
Rückblick

Wer hat bisher den größten Gewinn gemacht?
- Forschung und Entwicklung an Unis und Instituten
- Die Hersteller von Strangpressprofilen
- Die Raketenhersteller, Zughersteller und Schiffbauer
Wo bietet FSW die größten technologischen Vorteile?
- Hochfeste 2000er und 7000er Legierungen
- Mischverbindungen, z.B. Alu-Kupfer
- Aluguss, da Laserschweißen bei Poren/Lukern spritzt
Wer sind die Hauptanwender?
- Luft- und Raumfahrt, Schienenfahrzeuge, Schiffbau
- Hersteller von Kühlkörpern (mehr als 1000 m/Tag)
- Trend: eMobility Batteriewannen und Elektronikkühler
Wo liegen die Herausforderungen?
- Wenig Know-how über Werkzeuggeometrie u. -material
- Unzureichende Spannvorrichtungen
- Hohlräume, ungenügende Verschweißung, innere Verformung (voids, kissing bonds und hooking/thinning)
Weitere Anwendungsbeispiele
Ausblick

Neue Anwendungen
- eMobility: Kühlung von Hochleistungselektronik
- Ersatz von Kupfer durch Aluminium
- Intelligente Maschinen (Algorithmen und Datenbanken)
Kostensenkung und Know-How-Transfer
- China ist Vorreiter bezüglich Zahl der FSW-Maschinen
- Parameteroptimierung ist für Anfänger schwierig
- Das meiste FSW-Know-How geht alle 8 Jahre verloren
Erstellung und Überarbeitung von Normen
- FSW von Stahl
- DVS-Merkblätter
- Gemeinschaftsausschuss „Rührreibschweißen” DVS / DIN AG V 11.2 / NA 092-00-27 AA
Wo liegt der Forschungsbedarf?
- Noch schneller, billiger und umweltfreundlicher
- Einfachere Bedienung durch künstliche Intelligenz
- Bessere Spannvorrichtungen, z.B. mit Vakuum
Fazit und Fragen

Rührreibschweißen
- Qualität
- Kosten
- Nachhaltigkeit
Aktivitäten
- Beratung
- Maschinenangebote
- Schulung
Fachwissen
- Know-how
- Erfahrung
- Erfolg
Stephan Kallee, AluStir
www.alustir.com
Tel. +49 6024 6360123